
Contenido
Mecanizado por control numérico por computadora (CNC) en la industria pesada se refiere a la operación automatizada, impulsada por programas, de máquinas herramienta de gran escala diseñadas para cortar, dar forma, perforar, perforar o moler materiales que son significativamente más grandes, más pesados y más duros que los procesados en la fabricación general. Si bien el principio fundamental del CNC (usar instrucciones digitales preprogramadas para controlar el movimiento de la herramienta con alta precisión) es el mismo en todas las escalas, las máquinas CNC de la industria pesada operan en un entorno físico fundamentalmente diferente. Deben manipular piezas de trabajo que pueden pesar decenas o cientos de toneladas, medir varios metros de longitud y estar fabricadas con materiales como acero estructural, hierro fundido, aleaciones de titanio, superaleaciones de níquel o aceros para herramientas endurecidos. Las máquinas en sí son correspondientemente enormes, con bancadas que pueden extenderse 20 metros o más, motores de husillo con capacidad de cientos de kilovatios y marcos estructurales diseñados para mantener la precisión dimensional bajo las enormes fuerzas de corte generadas al retirar metal a velocidades industriales.
Las industrias que dependen del mecanizado CNC pesado incluyen la aeroespacial, la construcción naval, la generación de energía, la fabricación de equipos de minería, el petróleo y el gas, el ferrocarril y la producción de equipos de construcción pesada. En cada uno de estos sectores, los componentes mecanizados (ejes de turbinas, hélices marinas, bridas de recipientes a presión, cubos de turbinas eólicas, bastidores de locomotoras) son piezas críticas para la seguridad donde la precisión dimensional determina directamente el rendimiento operativo y la integridad estructural. La tecnología CNC permite lograr las estrechas tolerancias que requieren estas piezas y, al mismo tiempo, gestionar los desafíos de escala y materiales que harían que el mecanizado manual fuera poco práctico o imposible.
La industria pesada utiliza varias categorías distintas de máquinas CNC, cada una optimizada para una combinación específica de tamaño de pieza de trabajo, geometría y operación de mecanizado requerida. Comprender qué tipo de máquina se aplica a qué tarea es esencial para los ingenieros de producción que especifican equipos para instalaciones de fabricación pesada.
Las mandrinadoras se encuentran entre las máquinas CNC más importantes de la industria pesada. Las mandrinadoras horizontales (HBM) colocan un husillo giratorio horizontalmente y lo introducen en una pieza de trabajo estacionaria o montada en una mesa, lo que las hace ideales para mecanizar orificios, grandes superficies planas y características complejas en componentes en forma de caja, como carcasas de cajas de engranajes, colectores hidráulicos y cuerpos de máquinas herramienta. Las HBM de suelo y de mesa pueden acomodar piezas de trabajo que miden varios metros en cada dimensión y pesan muchas toneladas, con la pieza montada en una mesa giratoria que permite mecanizar todas las caras en una sola configuración. Los mandrinadores verticales, también llamados tornos de torreta vertical (VTL) en su configuración de giro, montan la pieza de trabajo horizontalmente en una gran placa frontal giratoria y bajan la herramienta de corte desde arriba, lo que los hace ideales para anillos, bridas, ruedas y componentes circulares de gran diámetro que serían difíciles de equilibrar en un torno horizontal convencional.
Las fresadoras CNC de tipo pórtico cuentan con una estructura de puente que se extiende sobre una amplia plataforma de la máquina, con uno o más cabezales de fresado montados en el travesaño del puente. La pieza de trabajo se asienta sobre la plataforma y permanece estacionaria mientras el puente se desplaza a lo largo de la máquina, o el puente está fijo y la plataforma se desplaza debajo de él. Esta configuración es particularmente adecuada para mecanizar grandes superficies planas o perfiladas en componentes largos y pesados: fabricaciones de acero estructural, bases de moldes para grandes moldes de inyección de plástico, nervaduras de alas de aviones y secciones de cascos de barcos. Las máquinas de pórtico con cabezales múltiples pueden realizar simultáneamente operaciones de desbaste y acabado en diferentes áreas de la misma pieza de trabajo, lo que reduce drásticamente el tiempo de ciclo en piezas grandes. Algunas máquinas de pórtico de alta resistencia tienen anchos de plataforma superiores a 5 metros y longitudes superiores a 30 metros, con la capacidad de eliminar cientos de kilogramos de material por hora.
Los tornos y centros de torneado CNC pesados se encargan del mecanizado rotacional de componentes cilíndricos de gran tamaño: ejes, rodillos, husillos, cilindros y anillos de gran diámetro. Estas máquinas cuentan con cabezales robustos, plataformas de alta resistencia con guías endurecidas y rectificadas y contrapuntos capaces de soportar ejes que pueden tener 10 metros o más de longitud y pesar decenas de toneladas. Los modernos centros de torneado CNC pesados incorporan herramientas activas (herramientas de corte giratorias montadas en la torreta) que permiten realizar operaciones de fresado, taladrado y roscado en el componente de torneado sin retirarlo de la máquina, lo que permite un mecanizado completo en una sola configuración. En las industrias del acero y el papel, se utilizan máquinas rectificadoras y torneadoras de rodillos de trabajo, que son variantes especializadas de tornos pesados, para restaurar la geometría de la superficie de los rodillos después del desgaste.
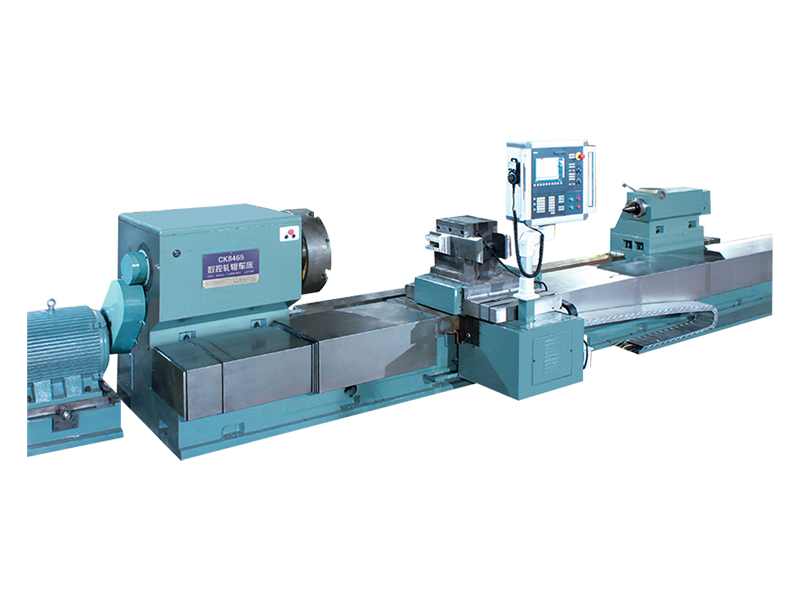
La perforación profunda es un proceso de mecanizado especializado que se utiliza para producir orificios largos, rectos y precisos en componentes como cañones de armas, cilindros hidráulicos, tubos de recipientes a presión y canales de enfriamiento de moldes de inyección. Las máquinas perforadoras de agujeros profundos CNC utilizan herramientas especializadas, ya sean taladros de pistola o sistemas BTA (Boring and Trepanning Association), que incorporan canales de refrigerante internos para eliminar las virutas continuamente de la zona de corte, evitando que las virutas se amontonen y se rompan las herramientas en agujeros que pueden tener 50 o más diámetros de profundidad. El control CNC de la velocidad de avance, la velocidad del husillo y la presión del refrigerante es fundamental para mantener la rectitud del orificio y el acabado de la superficie en toda la profundidad del orificio. En la industria pesada, estas máquinas pueden perforar orificios en piezas forjadas y fundidas que pesan varias toneladas, con diámetros que van desde 20 mm hasta varios cientos de milímetros.
El rectificado de precisión de componentes grandes se realiza en rectificadoras cilíndricas CNC, rectificadoras de superficie y rectificadoras internas escaladas para aplicaciones de la industria pesada. Las rectificadoras cilíndricas CNC de gran tamaño se utilizan para rectificar ejes, rodillos y husillos hasta alcanzar las tolerancias finales de dimensiones y acabado superficial después del torneado, logrando redondez y cilindricidad dentro de micras en componentes que pueden tener varios metros de largo. Las rectificadoras de superficies CNC con mandriles magnéticos que miden varios metros cuadrados se utilizan para rectificar superficies de referencia planas en bases de máquinas herramienta, juegos de matrices grandes y componentes estructurales donde se requiere una planitud dentro de unos pocos micrómetros. Estas máquinas utilizan CNC para controlar el rectificado de las ruedas, los incrementos de avance y los pases de encendido con una precisión que el rectificado manual no puede lograr de manera confiable en piezas de trabajo grandes.
Las máquinas CNC de la industria pesada deben ofrecer un conjunto específico de capacidades técnicas que las distingan de los centros de mecanizado de producción estándar. Estas capacidades determinan directamente la calidad y la viabilidad económica de las piezas que producen.
Las diferentes industrias pesadas imponen exigencias distintas a la capacidad de mecanizado CNC, y comprender estos requisitos específicos del sector ayuda a aclarar por qué las máquinas CNC pesadas son indispensables en todo el panorama industrial.
| Sector industrial | Componentes típicos | Tipos de máquinas CNC primarias | Requisitos clave |
| Generación de energía | Ejes de turbina, carcasas, impulsores. | Tornos pesados, fresadoras de 5 ejes. | Tolerancias estrictas, mecanizado de superaleaciones |
| construcción naval | Hélices, mechas de timón, cigüeñales. | VTL, mandrinadoras horizontales | Gran diámetro, bronce/inoxidable |
| Equipo de minería | Bastidores de trituradoras, revestimientos de molinos, engranajes | Fresadoras de pórtico, mandrinadoras | Fundición pesada, aceros resistentes al desgaste. |
| Petróleo y gas | Componentes BOP, cuerpos de válvulas, bridas. | Taladros para agujeros profundos, centros de torneado | Superficies de sellado de alta presión, Inconel |
| Energía Eólica | Bujes, ejes principales, coronas dentadas | VTL, tallado de engranajes, rectificado | Gran diámetro, vida de fatiga crítica |
Muchos componentes de la industria pesada tienen geometrías tridimensionales complejas que no se pueden mecanizar completamente en máquinas convencionales de 3 ejes sin múltiples configuraciones y reposicionamientos, cada uno de los cuales introduce posibles errores de alineación. El mecanizado CNC de cinco ejes, donde la herramienta de corte se puede inclinar y girar en relación con la pieza de trabajo, además de los ejes lineales estándar X, Y y Z, aborda este desafío al permitir mecanizar superficies contorneadas complejas en una única configuración con control continuo de la orientación de la herramienta. En la industria pesada, la capacidad de 5 ejes es particularmente valiosa para mecanizar perfiles de palas de turbinas, superficies de palas de hélices, grandes componentes estructurales aeroespaciales y cavidades de troqueles con cortes profundos o paredes empinadas.
Los centros de mecanizado pesados de 5 ejes combinan la masa estructural requerida para un corte rígido de alta resistencia con la flexibilidad geométrica del movimiento completo de 5 ejes, que generalmente se logra mediante cabezales de husillo giratorios (rotación de los ejes A y B) combinados con una mesa giratoria (eje C). El controlador CNC debe coordinar simultáneamente los cinco ejes en tiempo real, un desafío computacional y de control que los sistemas CNC modernos de alto rendimiento manejan a través de algoritmos de interpolación avanzados y servoaccionamientos de alta velocidad.
Las máquinas CNC modernas de la industria pesada ya no son equipos independientes sino nodos integrados dentro de entornos de fabricación digital. Los controladores CNC ahora se comunican bidireccionalmente con el software CAM, los sistemas de programación de producción, las plataformas de gestión de calidad y los sistemas ERP empresariales, lo que permite un nivel de coordinación de producción y visibilidad de datos que transforma la forma en que se fabrican los componentes pesados.
Las máquinas CNC para la industria pesada representan algunas de las tecnologías de fabricación más sofisticadas y capaces que existen, combinando la precisión y repetibilidad del movimiento controlado por computadora con la resistencia estructural, la potencia y la escala necesarias para procesar las piezas de trabajo más grandes y exigentes en la producción industrial moderna. Desde fresadoras de pórtico que se extienden a lo largo de un campo de fútbol hasta máquinas perforadoras de agujeros profundos que producen orificios de precisión en piezas forjadas de varias toneladas, estos sistemas son las herramientas esenciales que hacen posible la infraestructura energética, los equipos de transporte y la maquinaria industrial a gran escala. A medida que la integración digital se profundiza y la tecnología de mecanizado continúa avanzando, las máquinas CNC de la industria pesada serán cada vez más capaces, más conectadas y más centrales para los procesos de producción que sustentan la economía industrial global.

 Descargar material
Descargar material
 Correo electrónico: [email protected]
Correo electrónico: [email protected]  Móvil: +86-13806297906
Móvil: +86-13806297906  Teléfono: +86-513-85562198
Teléfono: +86-513-85562198  Dirección:No. 99, Calle Tiantong, Ciudad de Nantong, Provincia de Jiangsu.
Dirección:No. 99, Calle Tiantong, Ciudad de Nantong, Provincia de Jiangsu.
Escena de fábrica



Derechos de autor@ Jiangsu Dingshun Heavy duty Machine Tool Co., Ltd. Todos los derechos reservados.






 English
English  русский
русский  Español
Español  عربى
عربى 










